C’est une des étapes les plus importantes de la fabrication.
J’utilise habituellement un mandrin en bois dur (hêtre) dégrossi au rabot, puis monté sur un axe horizontal entraîné par un moteur de perceuse Je pose habituellement le plan de perce sous le mandrin (échelle 1) lors de son tournage, afin d’avoir le diamètre en face de l’endroit où le mandrin doit avoir cette cote. J’ébauche le mandrin à la disqueuse, puis je le finis au papier abrasif pour l’amener à la cote exacte de la perce.

On amène le mandrin à la cote à la disqueuse, pendant que la perceuse tourne.
Le plan de perce est positionné sous la baguette, pour faciliter
le contrôle des cotes.

Le diamètre du mandrin se contrôle facilement au pied à coulisse
Fabrication du tube en fibre autour du mandrin
La fibre de verre que j’utilise se présente sous forme d’une chaussette qu’on enfile sur le mandrin de bois. Comme une vraie chaussette, le fait de tirer dessus plaque le tissu sur le mandrin. Il ne reste plus qu’à enduire ce tissu d’une résine, époxy ou polyester. J’utilise habituellement une résine polyester qui polymérise aux UV, pour sa facilité de manipulation, et la rapidité de sa polymérisation : 5 minutes à la lumière du jour, et c’est dur : on peut passer la couche suivante. Pas de mélange de catalyseur, pas de nettoyage de pinceaux : la résine à l’abri de la lumière se conserve longtemps, le pinceau peut rester dedans.

La chaussette de fibre de verre…
Les instruments anciens étaient souvent faits en plusieurs tronçons courts, assemblés par tenons. Ce système permettait une perce précise, mais laissait des jeux sur un instrument branlant. Il est techniquement possible de faire des tenons avec des instruments moulés en fibre, mais je n’en vois pas l’intérêt pratique, et je fais d’habitude mes hautbois en une seule pièce. Seule exception : les têtes de flûtes traversières sont coulissantes, pour l’accord.
Démoulage
Le démoulage du tube est un des points délicats de la méthode. J’enroule en hélice autour du tube à démouler une sangle collée au tube au moyen d’un adhésif double face. J’attache cette sangle à l’extrémité d’une échelle en aluminium, et le mandrin à l’autre bout de l’échelle, avec entre les deux un tire-fort qui permet d’exercer une traction importante. Pour les instruments de petite dimension, une traction d’une cinquantaine de kilos suffit en général si on a utilisé un bon démoulant (je recommande la marque Abel Industrie). Pour les instruments de grande taille (basse de hautbois, basson), la surface en contact est beaucoup plus grande et il faut être prêt à déployer plusieurs centaines de kilos.

…et son enduction avec de la résine UV
La cheminée des trous latéraux doit avoir une hauteur bien déterminée, car elle influe beaucoup sur la justesse de l’instrument. Les instruments en fibre de verre on en général une paroi plus mince que la hauteur de cheminée requise Pour compenser la différence de hauteur des cheminées, les trous latéraux peuvent être percés dans des bosses en mastic époxy rapportées sur le tube.

Les bosses en mastic époxy sont collées sur le tube à l’emplacement
des trous latéraux. Ici, les trous latéraux ne sont pas encore percés.

La hauteur de la bosse en mastic époxy doit être contrôlée
soigneusement au pied à coulisse.
Fabrication du clétage
J’adopte le système des tringles longitudinales des instruments modernes, car je le considère mécaniquement supérieur au système à articulation transversale des instruments baroques. Le look y perd en authenticité, mais la fiabilité et la précision du mécanisme compensent largement.
J’utilise des morceaux de profilé d’aluminium pour faire les montants supportant les tringles. Lesdits profilés sont collés au corps de l’instrument. Tubes et tringles du clétage sont en laiton. Il faut veiller à éviter le jeu : des systèmes de tubes et tringles de 3 mm pratiquement sans jeu existent dans les magasins de bricolage.
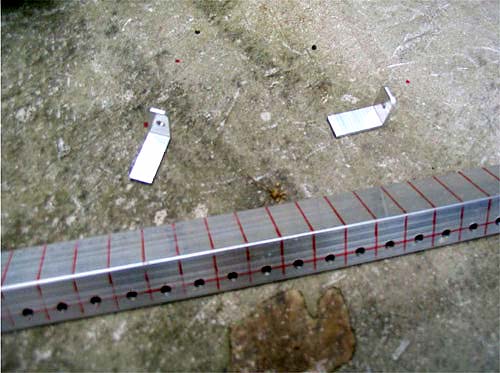
Les montants du clétage sont taillés dans du profilé d’aluminium.
Cette méthode de fabrication du clétage se prête bien à la réalisation de mécanismes complexes, comme sur cette basse de hautbois.

Les tringles du clétage sont mises en place sur cette basse de hautbois.


La clé de mib d’un traverso baroque

Un clétage de hautbois baroque terminé.
On distingue les élastiques de rappel des clés (couleur mauve).

L’étanchéité du bouchage des plateaux est un facteur crucial pour l’utilisation de l’instrument. C’est pourtant un des points difficiles de la facture d’un instrument à vent. Je propose une méthode de tamponnage simple et sans ajustement. Mettre dans la cuvette de la clé une pastille de mastic époxy 2 composants, fraîchement malaxé. Poser par dessus une feuille de mousse plastique, imperméable et à texture bien ferme (le papier bulle épaisseur 1mm convient particulièrement bien).
Remonter la clé, et la maintenir appuyée sur le trou. Grâce à la viscosité du mastic, la feuille de mousse plastique se trouve plaquée sur les rebords du trou. La cuvette de la clé est percée, ce qui permet à l’excès de mastic époxy de s’évacuer vers le haut.
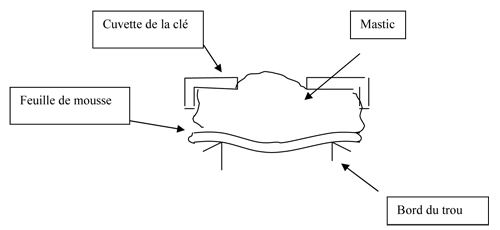
Le mastic époxy polymérise sans retrait, ce qui permet de
conserver l'étanchéité initiale. Le mastic joue aussi le rôle
de colle,
et la feuille de mousse est maintenue pour
un tamponnage durable.
Quelques instruments réalisés
